

 |
如何加工正公差的沉孔?
|
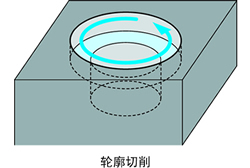 使用正公差立铣刀进行轮廓切削 进行与钻头同样的深入切削时,必须要用正公差立铣刀。另一方面,使用刀具直径比孔径小的立铣刀,从孔的中心部位螺旋形地移动刀具,采用轮廓切削加工沉孔面时,可轻松加工出任意尺寸的沉孔直径。此时预先测量立铣刀直径,采用刀具补偿法进行切削,即可实现高精度的加工。 使用正公差立铣刀进行轮廓切削 进行与钻头同样的深入切削时,必须要用正公差立铣刀。另一方面,使用刀具直径比孔径小的立铣刀,从孔的中心部位螺旋形地移动刀具,采用轮廓切削加工沉孔面时,可轻松加工出任意尺寸的沉孔直径。此时预先测量立铣刀直径,采用刀具补偿法进行切削,即可实现高精度的加工。 |
推荐产品指南
ALC涂层硬质合金平头型立铣刀
| 2刃硬质合金平头型立铣刀 ALC-EM2SC  |
|
锪孔专用立铣刀采用3刃形状
| TS涂层硬质合金锪孔立铣刀 3刃/短刃型 TSC-ZEM3S  |
|
正公差的键槽加工用立铣刀
| TS涂层硬质合金键槽用立铣刀 2刃/短刃型(正公差) TSC-KPEM2S  |
|
![]()


