(!)亲爱的顾客,您所使用的IE浏览器,微软公司已不再提供技术支持,为避免可能产生的米思米网站浏览体验影响,建议您使用Windows10系统及最新的谷歌Chrome或微软Edge浏览器访问本网站。 若您使用360浏览器的兼容模式,请切换到极速模式继续访问。也可以通过应用市场下载米思米闪购商城APP进行访问,谢谢。
(!)亲爱的顾客,您所使用的Edge浏览器版本过低,为避免可能产生的米思米网站浏览体验影响,建议您升级使用最新的Edge浏览器访问本网站。 您也可以通过应用市场下载米思米闪购商城APP进行访问,谢谢。

全部商品
全部商品
经济型产品
商品分类


已复制到剪贴板



收藏
对比
细节
经济型电极丝(4个装)
根据数量多少打折品牌:
米思米(MISUMI)
米思米(MISUMI)
5.0
产品说明:
更多>
型号:
复制
已复制
重新选型
- 部分型号的规格/尺寸可能尚未刊载,详情请参阅品牌产品目录。
登录后可查看价格 立即登录
单价(未税):
¥1,296.18起
(
标准单价:
¥1,296.18起
)
包装规格:
50个装
(单品价(未税):¥324.05)
总价(未税):
- -
总价(含税):
- -
请前往购物车或结算页面确认总价
单价(未税):
¥1,296.18起
总价(未税):
- -
总价(含税):
- -
预计发货日:
米思米闪达
1.工作日当日10点前下单,当日14点前送达
2.工作日10点~12点下单,当日16点前送达
3.工作日12点~17点下单,次工作日10点前送达
*服务截止时间为每个工作日17点
米思米交货期·营业日 点击查看>
2.工作日10点~12点下单,当日16点前送达
3.工作日12点~17点下单,次工作日10点前送达
*服务截止时间为每个工作日17点
米思米交货期·营业日 点击查看>
当天
预计到货日:
2022.11.29
预计到货日仅供参考,受库存调拨、配送线路、天气情况等影响,实际到货时间可能有差异。
购买件数:
-
+
起订量:1个,加量幅度:1个
数量折扣:
同一规格商品购买达到一定数量时购买越多越优惠
关于数量折扣
| 数量 | 单价(未税) | 参考发货日 |
|---|---|---|
| 1~19 | ¥9X.XX | X天 |
| 20~27 | ¥8X.XX | 询价 |
| 28~49 | ¥7X.XX | 询价 |
展开更多
※图示的价格交期信息均为参考样例
型号生成后将显示相应的数量折扣
点击查看数量折扣
加入购物车
立即订购
点击询价
点击询价
总价(未税):
- -
总价(含税):
- -
请前往购物车或结算页面确认总价
购买件数:
-
+
起订量:1个,
加量幅度:1个
加量幅度:1个
点击询价
点击询价
加入购物车
立即订购
总价(未税):
- -
总价(含税):
- -
请前往购物车或结算页面确认总价
购买件数:
-
+
起订量:1个,
加量幅度:1个
加量幅度:1个
点击询价
点击询价
加入购物车
立即订购
追加工
型号生成后,可选择追加工
剩余2项未选
剩余2项未选
产品概述
慢走丝线切割是电火花线切割的一种,是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型,它主要用于加工各种形状复杂和精密细小的工件。
产品特点
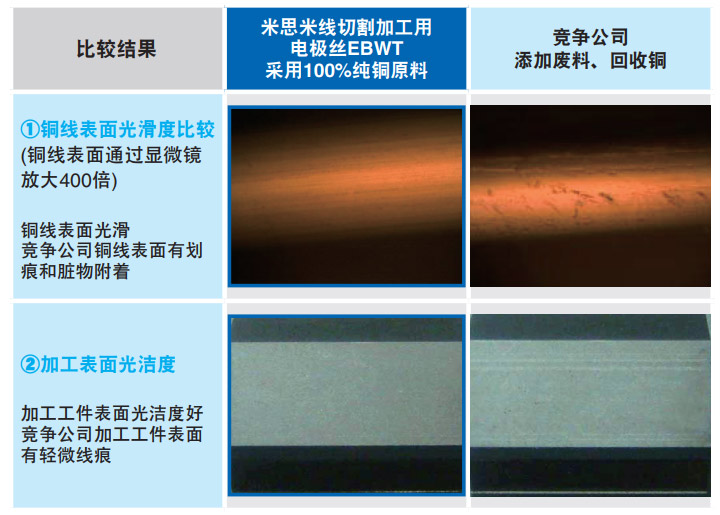
■米思米线切割用电极丝
■采用100%纯铜原料
■加工精度高,品质稳定!
■采用100%纯铜原料
■加工精度高,品质稳定!

规格概述
■卷轴尺寸
| 卷重(kg) | 卷轴规格 | 凸缘直径D | 外宽W | 凸缘厚度a | 轴孔直径h |
| 3 | P3 | 130 | 110 | 10 | 20 |
| 5 | P5 | 160 | 115 | 12.5 | 20 |
| 7 | P7(DIN160) | 160 | 160 | 15 | 22 |
| 15 | P15(DIN200) | 200 | 200 | 20 | 22 |
| 20 | P20 | 250 | 140 | 15 | 32 |

使用案例
■放电过程分四步




注意事项
■请将电极丝报保管于湿度较低的通风阴凉的场所,温度请尽量控制在20℃~25℃,以避免电极丝发生氧化.
■电极丝放置时间超过6个月可能会发生垂直度不良的问题.
■抗拉强度≥980N/mm2,适合直线加工,请避免适用于2°以上的倾斜加工.
■电极丝放置时间超过6个月可能会发生垂直度不良的问题.
■抗拉强度≥980N/mm2,适合直线加工,请避免适用于2°以上的倾斜加工.
相关产品


产品目录


基本信息
| 线径公差(mm) | +0/-0.002 | 材质 | 黄铜 |
| 型号 |
|---|
| C-EBWT0.2-5 |
| C-EBWT0.25-5 |
| 型号 | 参考价格 (未税价) | 包装数量 | 数量折扣 | 一般 发货日 | 线径 (mm) | 绕组重量 (kg) | 1盒装入数 (个) |
|---|---|---|---|---|---|---|---|
¥1,296.18起 | 4个装 | 有 | 当天 | 0.2 | 5 | 4 | |
¥1,296.18起 | 4个装 | 有 | 当天 | 0.25 | 5 | 4 |
Loading...
规格表
| 型号 | 线径 | 线径公差(mm) | 抗拉强度(N/mm2) | 延伸率(%) | 化学成分(%) | 卷轴规格 | 卷轴重量(g) |
| C-EBWT | 0.2 | +0/-0.002 | ≥980 | ≤3 | 铜(Cu)60% 锌(Zn)40% | P5 | 305±5 |
| K160 | 335±5 | ||||||
| 0.25 | +0/-0.002 | ≥980 | ≤3 | ||||
| K200 | 560±10 |
指定中的规格/尺寸信息
| 线径(mm) | 0.2 | 绕组重量(kg) | 5 |
| 1盒装入数(个) | 4 | 线径公差(mm) | +0/-0.002 |
| 材质 | 黄铜 |
| 线径(mm) | 0.2 | 绕组重量(kg) | 5 | 1盒装入数(个) | 4 |
| 线径公差(mm) | +0/-0.002 | 材质 | 黄铜 |
- 常见问题
- 商品评价(1)
- 1、 如何处理加工精度不良和卷线不良
- 加工精度不良:检查确认电极丝的张力,确认工作环境(包括工作液),调整UV轴的间隙,调整偏心量
卷线不良:有可能是电极丝的末端未散开,目视确认电极丝无缠绕后,蒋电极丝安装好 - 2、 如何处理断线不良和穿线不良
- 断线不良:检查导电块,定期更换,清洗导丝嘴,再次确认位置精度,检查确认加工条件,水压,检查确认电极丝的张力
穿线不良:清洗导丝嘴,扩大工件穿线孔,人工调整水量,检查程序和实施中心位置定位,更换垂直度较好的电极丝
关于此商品的常见问题 (FAQ)
查看更多问题 


网站使用相关
使用方法指南
-

短交期
-

低价格
-

高品质
订购受理时间:
8:00~18:00(周一~周六,不包括中国法定节假日)
 对比栏已满,您可以删除不需要的栏内商品再继续添加
对比栏已满,您可以删除不需要的栏内商品再继续添加
 举报的原因为必填项,请填写后进行提交。
举报的原因为必填项,请填写后进行提交。


